オブジェクトを出力する時にその範囲の外に一本出力することがあります。
これをスカートと言い、予備出力となります。
こうすることでノズルの先端までしっかりフィラメントが届いている状態で出力できます。
また、オブジェクトがこの範囲に出ますよという目印にもなります。
ブリムやラフトを付けるように設定していると、スカートを出力しないことがあります。これは仕様です。
カテゴリー: スライサー
Curaは画像も取り込める(リトフェイン)
Curaは3Dデータのみならず、画像も取り込めます。
画像の陰影を読み取り、それに合わせた厚みで画像を再現します。
これをリトフェインと言います。
出力したものを光にかざすと画像が浮き出てきます。
注意点としては
あまり複雑な画像はうまく再現できません。
スライスする時、積層ピッチをできる限り小さいものにしないと再現できません。
gcodeから設定を読み込む(Cura)
いつ作ったかわからないgcode。
でもこれと同じ設定で出したい、でも設定なんて忘れた…なんてことありますよね。
Curaならできます。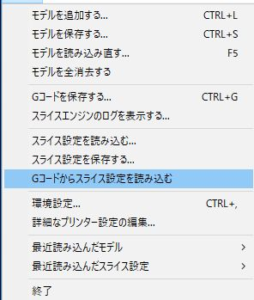
Gコードからスライス設定を読み込むでOK。
しかし、完全ではないので確認してください。
gcodeそのものを開いても良いです。
作った3Dデータのエラー確認
3Dデータを作っても一部のエッジが壊れていたり、法線が反転していたりしてデータとして矛盾が出ていることがあります。
先に言ってしまうと、データの一部がおかしくなっていても、今のスライサーは強引に読み込んでくれるので問題はありません。
それでも調べたい時はMiniMagicsを使います。
インストールして、ライセンスの申請をし、キーファイルを読み込ませれば使えるようになります。
そして、新規シーンを選び、ドラッグ&ドロップでパーツを読み込ませ、エラー検証を選びます。
エラーが出た場合、修正をしたいところですが、無料利用のMiniMagicsではできなくなっています。
なので、出てきたエラーを元に3Dソフトに戻り修正をします。
と言っても、やはり今のスライサーならここまでしなくてよいでしょう。
出力する時の最低の厚み
3Dプリンターでよく使われる素材はPLAとABSです。
この二つは家庭用プリンターでも使いやすい素材ですが、やはり強度としては不十分なところも多々あります。
ねじなんかを作るとわかりますが、力を込めると積層の方向にパキッっと折れたりします。
これは熱溶解積層法のシステム上の欠点なので割とどうしようもありません。
対策としては、積層の方向と力の方向が合わないようにする、充填率を高くするなどありますが完全ではありません。
それにいちいち充填100%で出していては時間がもったいないです。
壁面の厚みは1m以上の厚みがないと脆くなります。
なおかつノズルの直径0.4㎜で最適な厚みは…1.2㎜でしょう。
熱溶解積層方式のライン一本の幅がノズルの直径で、基本は大体0.4㎜です。この倍数で最低限の厚みを考えるならこの値になります。
スライサーによっては0.1㎜以下の物を無視したりするのであまり細かく作らないようにしましょう。
gcodeを直接編集
温度を間違えたとか、ファンを回してなかったなどはよくあります。
その度にスライスし直していませんか?
小さいものならすぐにスライスは終わりますが、大きいものは時間がかかります。
その時間もったいないです。
ではまずgcodeをテキストで開きます。
文字がずらっと出ますが怯まないようにしてください。
一行づつ読み解けば必ず意味が分かります。
;(セミコロン)になっているのはコメントアウトで3Dプリンターは読み取りません。
最初のほうにこのコメントアウトでどういう設定でスライスしたかが書いてあります。
これが読めるだけでも便利です。
では、実際に使われているコマンドを解説していきます。
温度を指定するコマンド
ファンを回すコマンド
ヘッドを移動させるコマンド
M104
ノズルの温度を指定するコマンドです。
このコマンドは温度の指定もいるので、実際には、M104 S200 という表記になります。
M109
ノズルを指定した温度になるまで待機するコマンドです。
このコマンドですと温度が上がりきるまで次のコマンドを読みに行きません。
これも温度の指定が要るので、M109 S200 となります。
M140
ベッドの温度を指定するコマンドです。
これも温度の指定が要るので、M140 S100 となります。
M190
ベッドを指定した温度になるまで待機するコマンドです。
こちらも温度が上がりきるまで次のコマンドを読みに行きません。
温度の指定が要るので、M190 S100 となります。
M106
ファンを指定の回転数で回すコマンドです。
255が最大値で、回す必要がある時なら基本最大値で回して構いません。
回転数の指定をする時は、M106 S255 となります。
一層目からでなく、二層目からファンを回すようになっていることもあります。
M107
ファンを停止させます。
G0
G1
ヘッドを移動させるコマンドで、G0は高速、G1は通常速度で移動させます。
値の意味はXYZ座標やフィラメントの押し出し量で、よほど詳しくて自信がある時でなければ弄らないほうがいいです。
G4
ヘッドを停止させます。
G28
ヘッドをホームポジションに戻します。
他にもたくさんあるのですが、とりあえずこれだけ読めれば大丈夫でしょう。
最初だからこそスライサーの設定
スライサーに最初に入ってる値は理想的な整備状態の時の値だったりしてそのまま使うのはちょっと怖いです。
最初だからこそきちんと設定しておきましょう。
層の厚さ、層の高さ、積層ピッチなど
壁面の厚さ
底面と上面の厚さ
充填密度
プリント速度、印刷速度
ノズルの温度
ベッドの温度、テーブルの温度
サポート
縁取り、ブリム
ラフト
フィラメントの直径
吐出量、吐出率、フロー
ファン、冷却設定
層の厚さ、層の高さ、積層ピッチなど
3Dプリンターは一層づつ積み上げていくシステムになっていますが、その高さを指定します。
ノズルが0.4㎜の太さならば大体0.1~0.3㎜になります。3Dプリンターの性能にもよるので確認しておきましょう。
一層の高さが高ければ早く出力できますが、積層痕が強く出ます。低ければ時間はかかりますがきれいに出ます。
壁面の厚さ
側面部分の厚みになります。厚ければ時間がかかりますが強度が上がり、薄ければ早く出ますが強度が下がります。
PLAなら1㎜以上、ABSなら2㎜以上ないとちょっと不安です。それでいてラインの太さの倍数だと収まりが良いです。
底面と上面の厚さ
今度は上下の厚さです。向きが違うだけで壁面の厚さと同じように設定すればよいです。
ただ、収まりが良い値は積層ピッチから計算します。
充填密度
壁面で作った壁の内側を何%埋めるかという設定です。
多ければ時間がかかり、少なければ早くできます。
強度的には20%あれば十分です。
プリント速度、印刷速度
一秒あたり何㎜動かすかの設定です。
速すぎなのはもちろんだめですが、遅すぎてもいけません。
3Dプリンターの性能とフィラメントによって最適な値はマチマチですが、20~40㎜/sなら概ね大丈夫でしょう。
ノズルの温度
ノズル先端の温度です。
フィラメントにあった値を入れましょう。
PLAなら180~210℃、ABSなら220~240℃程度ですがメーカーによっても違ってきます。
また室温によっても微調整が要ります。
ベッドの温度、テーブルの温度
ベッドの温度がなければ温度の急激な変化によって反りや割れの原因になります。
といってもそれはABSだけで、PLAはさほど気にしなくてよいでしょう。
PLAの場合は60~70℃となっていますが、なくても問題ありません。
ABSは100℃程度にしておきましょう。
サポート
一層づつ積み重ねる構造上、どうしても空中に浮いてしまう部分が出てきます。
それを支持するのがサポートです。
なし、テーブルからのみ、オブジェクトの上もという感じになっています。
オーバーハングという設定も確認しましょう。壁面がどれくらい傾いていればサポートをつけるかという設定です。
縁取り、ブリム
小さいものを出そうとすると、ベッドへの張りつきが弱くなりすぐ取れてしまいます。
それを防ぐために縁をつけて広い範囲で食いつくようにします。
ラフト
オブジェクトの下にさらに一枚板を出力することによって安定した出力ができるようになります。
が、ラフト自体がオブジェクトに強固に張りつくこともあるため、剥がすのが大変です。
設定するのはあまりおすすめしません。
フィラメントの直径
使うフィラメントの直径です。
大体の物は1.75㎜です。
吐出量、吐出率、フロー
一本のラインを何%多く、あるいは少なく出すかの設定です。
基本は100%でいいですが、表面がぼこぼこと盛り上がっていたら吐出量が多く、逆にラインとラインの間が空いていたら少ないです。
RIPRAPは少なめに出るようになっていたりするので確認しておきましょう。
ファン、冷却設定
ファンを回すかどうかです。
PLAは急激に冷やさないといけませんので、必ず回しましょう。
ABSはゆっくり冷やさないと反りますので、必ず止めましょう。
それでも失敗するときはこちらから。