全ての調整がうまくいっていても突如出力物が歪むことがあります。
第一の原因は速さです。
特に小さいものは表面がぼこぼこと歪みやすいです。
思い切って速度を下げるときれいに出ます。
もう一つは揺れです。
不安定な場所に置くとその揺れがノズルやオブジェクトにまで届いてぐにゃぐにゃと出てしまいます。
不安定な机より床に置いたほうが良いです。
俺流3D術
全ての調整がうまくいっていても突如出力物が歪むことがあります。
第一の原因は速さです。
特に小さいものは表面がぼこぼこと歪みやすいです。
思い切って速度を下げるときれいに出ます。
もう一つは揺れです。
不安定な場所に置くとその揺れがノズルやオブジェクトにまで届いてぐにゃぐにゃと出てしまいます。
不安定な机より床に置いたほうが良いです。
キノコ(キヌガサタケ)をモチーフにしたランプシェードを出力しました。
光らせると
いい感じだと思うんですよね。
出力が終わったからといってすぐに触ってはいけません。
冷却が不十分な場合は力を加えると変形してしまいます。
特にABSや小さいものを出力して時は冷却時間も確保しておきましょう。
手榴弾、通称ポテトマッシャーの寸法を見つけたので3Dで出力してみました。
予想外の大きさで、これを何個も持って投擲して戦うのがいかに重労働かわかります。
大きすぎたので小さくしつつ無理矢理だった部分を直しました。
それでもそこそこなサイズです。
。
コンパクトにしたことで、強度や出力に問題が出たため、手の造形を大幅に変えました

これをメタル素材で出せたら良い感じになるでしょう。
3Dプリンターでよく使われる素材はPLAとABSです。
この二つは家庭用プリンターでも使いやすい素材ですが、やはり強度としては不十分なところも多々あります。
ねじなんかを作るとわかりますが、力を込めると積層の方向にパキッっと折れたりします。
これは熱溶解積層法のシステム上の欠点なので割とどうしようもありません。
対策としては、積層の方向と力の方向が合わないようにする、充填率を高くするなどありますが完全ではありません。
それにいちいち充填100%で出していては時間がもったいないです。
壁面の厚みは1m以上の厚みがないと脆くなります。
なおかつノズルの直径0.4㎜で最適な厚みは…1.2㎜でしょう。
熱溶解積層方式のライン一本の幅がノズルの直径で、基本は大体0.4㎜です。この倍数で最低限の厚みを考えるならこの値になります。
スライサーによっては0.1㎜以下の物を無視したりするのであまり細かく作らないようにしましょう。
ご存知DeAGOSTINIの自分で組み立てる3Dプリンターです。
値段がかかる割には微妙なIDBOXですが出力性能自体は問題ありません。
本体に使われているプラが脆く、ねじを強く締め付けると割れます。
また、ナットが取り付けにくい場所もあります。セロハンテープで仮止めして取り付けましょう。
出力中にがりっと言って出力物がずれたら軸棒にグリスを塗りなおしましょう。
パーツが壊れやすいのでIDBOXで最初に出すパーツが自分の部品だったりするお茶目さ。
また壊れた時に何号の何というパーツが破損したか言えないと面倒なことになるため50冊以上ある冊子をとっておかないといけません。
付属のRepetier-idboxにも問題があります。
まずWin8.1の場合、ドライバの場所が全然違うところにインストールされてしまうため、認識できません。
c:\windows\syswow64\
にドライバが入っているので手動で割り振ってあげましょう。
また、スライサーの初期設定の印刷速度が速すぎます。ノズルの温度も高いです。内蔵のスライサーがslic3rなんですが、これスライス遅いんですよね。
拘らないのなら本家のRepetier-Hostを使いましょう。
Repetier-idboxから3Dプリンター自体の設定をメモしておき、Repetier-Hostに移します。
難点は設定画面が少々わかりづらいくらいでしょうか。設定忘れが多くなりました。
積層ピッチを変えるときはあらかじめ設定しておいたものから選ぶという流れになるため、0.1、0.2、0.3と作っておきましょう。
コツさえつかめば市販の一般的な3Dプリンターに引けを取らないくらいの性能を持っています。
サポート取り大変ですよね。
頑張れば大体は取れますが、非常に労力を使います。
では、また同じ物を出力した時、その労力を再び払えますでしょうか?
その労力が払えるほど思い入れのある物でしょうか?
私は払えない方なので、すぐに分割したりして後で組み合わせたりします。
また、そもそもサポートが付かないようにします。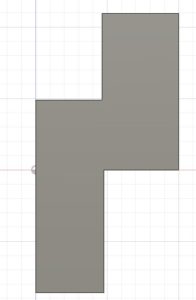
こういう所なら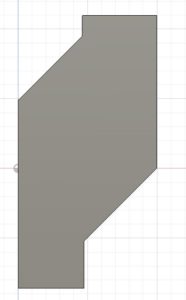
こう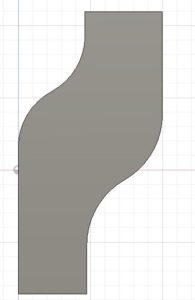
あるいはこう
サポートを付けるとサポート痕がどうしても残るので、なるべく付かないようにしたいものです。